

Brasure argent, brasure forte cuivre/phosphore
2 types de brasure forte
- La brasure forte cuivre/phosphore à haute fluidité qui peut contenir jusqu’à 15% d’argent (préservant les caractéristiques mécaniques à basse température)
- La brasure à l’argent à haute résistance. Certaines brasures à l’argent sont homologuées ATG.
Recevoir la brochure en PDF
Caractéristiques
Description
Applications
Mise en œuvre
Précautions d'emploi
Ce tableau reprend les alliages et les conditionnements les plus utilisés.
|
Code article
|
Désignation
|
Composition
|
Dimensions
|
Solidis – Liquidus
|
Caractéristiques
|
Conditionnement
|
|---|---|---|---|---|---|---|
|
Baguette LOMYPHOS
cuivre/phosphore |
Cu93-P7
|
2 x 500 mm
|
710° – 805°
|
Bonne coulabilité | Carton de 20 kg | |
|
Baguette LOMYPHOS
cuivre/phosphore |
Cu93-P7
|
2 x 500 mm
|
710° – 805°
|
Bonne coulabilité | Étui de 1 kg | |
|
Brasure argent
2 % nue sans cadmium |
Cu91- P7-Ag2
|
2 x 500 mm
|
650° – 800°
|
Bonne coulabilité | Étui de 1 kg | |
|
Brasure argent
6 % ATG nue sans cadmium |
Cu87 – P7-Ag6
|
2 x 500 mm
|
650° – 720°
|
Haute fluidité | Étui de 500 g | |
|
Brasure argent
15 % nue sans cadmium |
Cu80 – P5 –
Ag15 |
2 x 500 mm
|
650° – 800°
|
Bonne fluidité, bonne coulabilité | Étui de 1 kg | |
|
Brasure argent
30 % nue sans cadmium |
Ag30 – Cu36 –
Zn32 – Sn2 |
2 x 500 mm
|
665° – 755°
|
Bonne fluidité, bonne coulabilité | Étui de 1 kg | |
|
AI000002**
|
Brasure argent 34 % ATG nue sans cadmium
|
Ag34-Cu36-Zn27-Sn3
|
2 x 500 mm
|
630° – 730°
|
Haute fluidité | Étui de 500 g |
|
RR100018***
|
Brasure argent
40 % ATG nue sans cadmium |
Ag40 – Cu30-
Zn28 – Sn2 |
2 x 500 mm
|
650° – 710°
|
Haute fluidité, très bonne coulabilité | Étui de 500 g |
|
Flux ATG AGFLUX
|
NC
|
NC
|
Zone d’utilisation 500°- 800°C
|
S’utilise en couple avec les brasures 6% ATG et 40% ATG | Pot de 80 g | |
|
Flux ATG CARBOFLUX
|
NC
|
NC
|
Zone d’utilisation 500° – 800°
|
S’utilise en couple avec la brasure 34% ATG | Pot de 80 g | |
|
Brasure argent
40% enrobée sans cadmium |
Ag40-Cu30-
Zn28-Sn2 |
2 x 500 mm
|
650° – 710°
|
Haute fluidité, très bonne coulabilité | Étui de 1 kg | |
|
Brasure argent
56% enrobée sans cadmium |
Ag56-Cu22-
Zn22-Sn2 |
3 x 500 mm
|
620° – 655°C
|
Haute fluidité, très bonne coulabilité | Étui de 1 kg | |
|
Brasure argent
45% fourrée sans cadmium |
Ag45-Cu27-
Zn25-Sn3 |
2 x 500 mm
|
640° – 680°C
|
Haute fluidité, très bonne coulabilité | Étui de 250 g |
(*) Homologuée ATG avec flux AGFLUX (agrément n° 1530) pour le brasage capillaire fort des tuyauteries en cuivre destinées aux installations de gaz combustible.
(**) Homologuée ATG avec flux (agrément n° 1585) pour le brasage capillaire fort des tuyauteries en cuivre.
(***) Homologuée ATG avec flux AGFLUX (agrément n° 1598) pour le brasage capillaire fort des tuyauteries en cuivre destinées aux installations de gaz combustible.
Les dimensions et poids sont toujours donnés à titre indicatif et peuvent varier selon les productions.
Vous avez défini le type d’application, consultez-nous, notre personnel technique sera heureux de vous assister dans le choix de l’alliage à sélectionner.
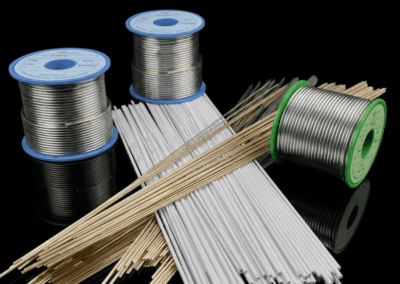
Ces brasures sont souvent utilisées avec des flux décapants en poudre, pâte ou gel. Selon les applications, elles sont proposées sous forme de baguettes nues ou enrobées, fils nus ou fourrés, laminés, rubans et préformes. Les principaux secteurs d’activités utilisant ces produits sont le bâtiment, l’assemblage mécanique et électrique. Pour les brasures fortes sous forme de crème, se reporter à la fiche dédiée à cet effet. Les déchets provenant de l’utilisation de ces produits peuvent être valorisés.
Contactez notre service recyclage pour en connaître les modalités.
|
Désignation
|
Métaux à assembler
|
Remarques
|
Présentation
|
Applications
|
|---|---|---|---|---|
|
Brasure LOMYPHOS Cu/P
|
Cuivre pur ou de plomberie, alliages cuivreux (laiton)
|
Le phosphore joue le rôle de décapant sur le cuivre. Nul besoin de décapant externe. Pour les alliages cuivreux, il est nécessaire d’utiliser un décapant externe.
|
Baguettes nues, fils anneaux, préformes
|
Alliages binaires principalement utilisés en plomberie.
|
|
Brasure cuivre/phosphore/argent
|
Cuivre et alliages
|
Nécessite un décapant externe. Cette brasure est plus fluide grâce à la présence d’argent qui préserve également les caractéristiques mécaniques à basse température.
|
Baguettes nues, fils anneaux, préformes
|
Alliages ternaires utilisés dans la fabrication et réparation des moteurs électriques, de chauffe-eau à gaz et dans le secteur du froid. Pour cette dernière application, il est recommandé d’employer une brasure à 50% d’argent.
|
|
Brasure à l’argent pour brasage fort
|
Acier, laiton, bronze, alliages nickel et cuivre. Tous métaux ferreux et non ferreux, sauf aluminium et manganèse.
|
Nécessite un décapant externe. Grâce à sa forte teneur en argent qui préserve les caractéristiques mécaniques, ce type de brasure est plus fluide et abaisse le point de fusion.
|
Baguettes nues ou enrobées, fils nus en couronnes ou en bobines, anneaux, préformes
|
Alliages développés pour remplacer les alliages contenant du cadmium. Particulièrement utilisés dans le secteur alimentaire ou sanitaire, mais aussi employés pour l’assemblage mécanique et électrique.
|
|
Brasure à l’argent fourrée pour brasage fort
|
Aciers, laiton, bronze, alliages nickel et cuivre. Tous métaux ferreux et non ferreux, sauf aluminium et manganèse.
|
Fil tubulaire avec un % de flux intégré, parfaitement maîtrisé et constant. Flux non corrosif, aucun nettoyage requis. Amélioration de la qualité du travail. Test d’étanchéité nettement amélioré.
|
Fils, bobines, préformes, anneaux
|
Industrie automobile, aéronautique, équipements électriques et domestiques, tuyauteries cuivre ou acier, lunetterie, bijouterie.
|
La fiche de données de sécurité des produits ci-dessus est disponible sur simple demande auprès du groupe METACONCEPT.
Avant tout brasage, il est impératif d’éliminer les couches oxydées ou comportant des impuretés telles que traces de rouille, calamine, vert de gris…Cette opération peut être réalisée par procédé mécanique (brosse métallique, toile émeri, meuleuse, lime…) et/ou par procédé chimique.
Les couches épaisses de graisse ou d’huile sont à essuyer ou à éliminer avec des solvants (acétone…) sur les pièces sensibles.
Afin de maintenir les pièces à assembler dans la bonne position jusqu’à solidification du métal d’apport, il est nécessaire de les fixer en réglant entre elles une fente de brasage étroite entre 0,05 et 0,2 mm.
Si le flux est contenu dans l’enrobage ou si le métal d’apport est auto-décapant, on peut directement procéder à l’étape de brasage décrite ci-dessous. Sinon, appliquer le décapant externe.
Afin que le métal d’apport puisse remplir la fente, les pièces à assembler doivent être chauffées à la température de travail du métal d’apport (environ 20 à 30° au-delà de la température du liquidus).
Dès que le flux s’est répandu de manière homogène et que la température du métal d’apport est atteinte, appliquer ce dernier dans la fente de brasage.
Le métal d’apport se répand dans l’espace entre les pièces à assembler par capillarité.
La température du métal d’apport doit être atteinte en 3 mn maximum afin de ne pas brûler le flux, surchauffer le joint ou endommager le métal d’apport et les pièces.
Laisser refroidir les pièces dans leur support de fixation, jusqu’à solidification de l’alliage.
Dès lors, il est possible de dégager la pièce de sa fixation.
Afin d’éviter la corrosion, il faut éliminer les résidus de flux après le brasage, à l’aide d’une brosse métallique ou d’un ruban de toile émeri.
La brasure permet un assemblage très résistant de pièces en cuivre, en alliages à base de cuivre ou en acier.
Les températures de fusion étant supérieures à 600°, il est nécessaire d’utiliser une source de chaleur très puissante, telle qu’un chalumeau oxyacétylénique, par exemple.
- Afin d’éviter les brûlures que pourrait provoquer le métal en fusion, il est recommandé de porter tablier, chaussures, gants, casque et lunettes de protection.
Ne pas fumer sur le poste de travail.
Le poste de travail devra être bien ventilé.
Se laver les mains en quittant le poste de travail.
Remarques :
Toujours utiliser un flux approprié à l’emploi. Consulter notre service technique pour déterminer le produit le mieux adapté à votre application. Toutes les informations contenues dans ce document sont données à titre indicatif et ne sauraient engager la responsabilité du groupe metaconcept.
Toujours utiliser un flux approprié à l’emploi. Consulter notre service technique pour déterminer le produit le mieux adapté à votre application. Toutes les informations contenues dans ce document sont données à titre indicatif et ne sauraient engager la responsabilité du groupe metaconcept.
Autres produits metaconcept

Sardinières
Fils pleins et décapants pour brasure tendre et soudage
Dômes, pastilles et granules pour bain d’étamage
No results found.