

Zamak
Zamak, alliage zinc, aluminium, magnésium (ZAMAK)
Le zamak est un alliage de zinc, aluminium, magnésium et parfois de cuivre. Son nom a été constitué avec les initiales de ces 4 composants. Son point de fusion est de 400° environ.
Le zamak est un alliage résistant et facile à travailler. Inoxydable, il est idéal pour le moulage sous pression car il a une très bonne fluidité et permet de réaliser des pièces en très grande série.
Recevoir la brochure en PDF
Caractéristiques
Description
Applications
Mise en œuvre
Précautions d'emploi
|
Code
|
Désignation
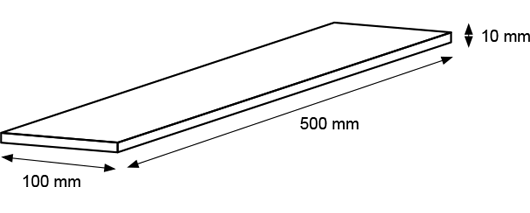
Dimensions |
Composition
|
Solidus /
Liquidus |
T° conseillée dans le creuset
|
Poids
|
Conditionnement
|
Observations
|
|---|---|---|---|---|---|---|---|
|
CX100000
|
Zn92 – Al4 –
Cu3 – Mg 0,5 |
380°- 405°
|
425°
|
3 kg
|
Unité
|
Métaux 1ère fusion,
excellent état de surface après fonderie |
|
|
CX100000
|
Zn92 – Al4 –
Cu3 – Mg 0,5 |
380°- 405°
|
425°
|
3 kg
|
Unité
|
Métaux 1ère fusion,
excellent état de surface après fonderie |
|
|
CX100000
|
Zn92 – Al4 –
Cu3 – Mg 0,5 |
380°- 405°
|
425°
|
3 kg
|
Unité
|
Métaux 1ère fusion,
excellent état de surface après fonderie |
|
|
CX100000
|
Zn92 – Al4 –
Cu3 – Mg 0,5 |
380°- 405°
|
425°
|
3 kg
|
Unité
|
Métaux 1ère fusion,
excellent état de surface après fonderie |
|
|
CX100000
|
Zn92 – Al4 –
Cu3 – Mg 0,5 |
380°- 405°
|
425°
|
3 kg
|
Unité
|
Métaux 1ère fusion,
excellent état de surface après fonderie |
Les dimensions et poids sont toujours donnés à titre indicatif et peuvent varier selon les productions.
Il est recommandé d’utiliser un type de silicone adapté à la forme de la pièce à réaliser.
Vous avez défini le type d’application, consultez-nous. Notre personnel technique sera heureux de vous assister dans le choix des équipements et matériaux à utiliser.
Le Zamak est utilisé dans l’automobile, la petite construction mécanique, le jouet, l’ameublement, la maroquinerie, la bijouterie fantaisie et la mode (boucles pour chaussures, ceintures et ceinturons).
Pour les petites et moyennes productions, le groupe METACONCEPT a développé un alliage spécifique utilisé par méthode centrifuge avec une ligne de fonderie basse fusion. Sa faible valeur et sa facilité de mise en œuvre permettent de réduire fortement les coûts de fabrication.
- Bijouterie fantaisie
- Figurine
- Modélisme
- Miniature
- Décoration ameublement
- Accessoires de modes
- Maroquinerie
- Traitement de surface (dorure, argenture….)
- Mécanique, électricité : essentiellement pour des pièces de maintien
La fiche de données de sécurité des produits ci-dessus est disponible sur simple demande auprès du groupe METACONCEPT.
Fusion dans des creusets ou des cuves.
Il est conseillé de laisser le creuset se vider d’un tiers de son volume total avant de le recharger en alliage neuf ou avec les ‘’carottes’’.
Faire le niveau, laisser le bain remonter à sa température initiale puis pratiquer un vortex afin de bien homogénéiser l’alliage.
Afin d’éviter les brûlures que pourrait provoquer le métal en fusion, il est recommandé de porter tablier, chaussures, gants, casque et lunettes de protection.
Ne pas fumer sur le poste de travail.
Le poste de travail devra être bien ventilé.
Se laver les mains en quittant le poste de travail.
Remarques :
Toujours utiliser un flux approprié à l’emploi. Consulter notre service technique pour déterminer le produit le mieux adapté à votre application.
Toutes les informations contenues dans ce document sont données à titre indicatif et ne sauraient engager la responsabilité du groupe METACONCEPT.
Autres produits metaconcept

Sardinières
Fils pleins et décapants pour brasure tendre et soudage
Dômes, pastilles et granules pour bain d’étamage
No results found.