

Produits de soudure
Le groupe METACONCEPT a sélectionné une gamme de produits d’apport pour le soudage dans les domaines de la fabrication, de la maintenance réparation pour l’assemblage, la réparation et le rechargement de pièces métalliques identiques ou dissemblables.
Recevoir la brochure en PDF
Caractéristiques
Description
Applications
Mise en œuvre
Précautions d'emploi
Electrodes rutiles : soudage des aciers courants
Ce tableau reprend les électrodes rutiles les plus utilisées.
|
Nom
|
Caractéristiques
|
Dimensions*
|
Conditionnement
|
Normes
|
|---|---|---|---|---|
| ESR 11 |
Électrode rutile toutes positions pour le soudage des tubes et tôles minces < 5 mm et de tous les aciers standards de construction |
Ø 2,5 x 350 mm Ø 3,2 x 350 mm Ø 4,0 x 350 mm |
Etui carton plastifié de 5 kg par carton de 3 étuis | • AWS A5.1: E 6013 • EN ISO 2560A: E 38 0 RC 11 • Certifiée CE • Agrée: BV, DB, et TUV |
| ESR 13 |
Électrode rutile universelle pour l’assemblage et la réparation des aciers standards de construction, de préférence, sur épaisseurs > 5 mm |
Ø 2,5 x 350 mm Ø 3,2 x 350 mm Ø 4,0 x 350 mm |
Etui carton plastifié de 5 kg par carton de 3 étuis | • AWS A5.1: E 6013 • EN ISO 2560A: E 42 0 RR 12 • Certifiée CE • Agrée: ABS, BV, CWB, DB, TL et TUV |
* Autres dimensions sur demande
Electrodes basiques : assemblage de sécurité
Ce tableau reprend les électrodes basiques les plus utilisées.
|
Nom
|
Caractéristiques
|
Dimensions
|
Conditionnement
|
Normes
|
|---|---|---|---|---|
| ESB 48 |
Electrode basique à hautes caractéristiques mécaniques et très grande soudabilité opératoire pour l’assemblage des aciers de constructions, ainsi que pour les assemblages bridés et fortement sollicités. |
Ø 2,5 x 350 mm Ø 3,2 x 350 mm Ø 4,0 x 350 mm Ø 4,0 x 450 mm |
Étuis sous vide de 2.5 kg par carton de 6 étuis. | • AWS A5.1: E 7018 • EN ISO 2560A: E 42 3 B 42 H10 • Certifiée CE • Agrée: ABS, BV, CWB, DB, DNV, GL, RINA, TL, LR et TUV |
| ESB 52 |
Electrode basique à faible teneur en hydrogène diffusible pour le soudage en tuyauterie et pour toutes les constructions à hautes exigences en caractéristiques mécaniques. Soudures de qualité radio.
|
Ø 2,5 x 350 mm Ø 3,2 x 350 mm Ø 4,0 x 350 mm Ø 4,0 x 450 mm |
Etuis carton plastifié de 5 kg par carton de 3 étuis ou Étuis sous vide de 2.5 kg par carton de 6 étuis. |
• AWS A5.1: E 7018-1 • EN ISO 2560A: E 42 6 B 42 H5 • Certifiée CE • Agrée: ABS, BV, CWB, DB, DNV, GL, HAKC, LR et TUV |
| EM 170 | Electrode basique à haute résistance et faible teneur en hydrogène, diffusible pour le soudage des aciers HLE et les aciers de construction faiblement alliés à grains fins. | Ø 2,5 x 350 mm Ø 3,2 x 350 mm Ø 4,0 x 450 mm |
Etuis sous vide de 2.5 kg par carton de 6 étuis. |
• AWS A5.5: E 9018-G H4 |
Electrodes inox : résistance à la corrosion
Ce tableau reprend les électrodes inox les plus utilisées.
|
Nom
|
Caractéristiques
|
Dimensions
|
Conditionnement
|
Normes
|
|---|---|---|---|---|
| EI 308L |
Electrode à enrobage rutilo-basique déposant un acier austénitique avec un taux de ferrite de 4 à 10% pour le soudage des aciers 304L ou équivalents. |
Ø 2,5 x 300 mm Ø 3,2 x 350 mm Ø 4,0 x 350 mm |
Etuis sous vide de 1.75 kg pour le Ø 2,5 2 kg pour les autres Ø en carton de 9 étuis | • AWS A5.4 : E 308L-16 • EN ISO 3581A : E19 9 L R 32 • Certifiée CE • Agrée: TUV |
| EI 309L |
Electrode à enrobage rutilo-basique déposant un acier austénitique avec un taux de ferrite d’environ 15% pour le soudage d’aciers dissemblables, de tôle plaquée pour résister à la corrosion.
|
Ø 2,5 x 300 mm Ø 3,2 x 350 mm Ø 4,0 x 350 mm |
Etuis sous vide de 1.75 kg pour le Ø 2,5 et 2 kg pour les autres Ø en carton de 9 étuis. | • AWS A5.4: E 309L-16 • EN ISO 3581A : E 23 12 L R 12 • Certifiée CE • Agrée: BV, DB, TUV |
| EI 316L | Électrode à enrobage rutilo-basique déposant un acier austénitique avec un taux de ferrite de 4 à 10% pour le soudage des aciers inoxydables alimentaires, des aciers type Cr.Ni.Mo. ou équivalents. | Ø 2,5 x 300 mm Ø 3,2 x 350 mm Ø 4,0 x 350 mm |
Etuis sous vide de 1.75 kg pour le Ø 2,5 et 2 kg pour les autres Ø en carton de 9 étuis. |
• AWS A5.4: E 316L-16 |
Electrodes de maintenance et réparation
Ce tableau reprend les électrodes les plus utilisées en maintenance et réparation.
|
Nom
|
Caractéristiques
|
Dimensions
|
Conditionnement
|
Normes
|
|---|---|---|---|---|
| ESB 44 | Electrode basique double enrobage polyvalente spécialement conçue pour la maintenance et la réparation des aciers lorsque des caractéristiques mécaniques sont exigées. | Ø 2,5 x 350 mm Ø 3,2 x 350 mm Ø 4,0 x 450 mm |
Etui carton plastifié de 5kg (350 mm) et 6,5 kg (450 mm) par carton de 3 étuis | • AWS A5.1: E 7016 • EN ISO 2560 A : E 38 2 B 12 H10 • Certifiée CE • Agrée: DB, DNV et TUV |
| EI 312 | Électrode à enrobage rutilo-basique déposant un acier austénitique avec un taux de ferrite d’environ 50% pour le soudage de haute sécurité d’aciers difficilement soudables, d’aciers dissemblables, d’aciers moulés, d’aciers à outils. | Ø 2,5 x 300 mm Ø 3,2 x 350 mm Ø 4,0 x 350 mm |
Étuis sous vide de 1.75kgpourleØ2,5;3.2 2kgpourleØ4.0 en carton de 9 étuis. | • AWS A5.4 : E 312 -16 • EN ISO 3581A : E 29 9 R 12 • Certifiée CE • Agrée: TUV |
Electrodes fontes : pour beurrage et assemblage
Ce tableau reprend les électrodes fontes les plus utilisées.
|
Nom
|
Caractéristiques
|
Dimensions
|
Conditionnement
|
Normes
|
|---|---|---|---|---|
| ENI 416 |
Electrode avec une âme en ferronickel pour l’assemblage et la réparation avec ou sans préchauffage des fontes à graphites sphéroïdales pour des assemblages hautement sollicités.
|
Ø 2,5 x 300 mm |
Emballage sous vide de 1,75 kg (Ø 2,5 ; 3.2) et 2, 25 kg (Ø 4,0) en carton de 9 étuis. | • AWS A5.15 : E NiFe CI • EN ISO 1071 : EC NiFe CI 3 |
| ENI 402 | Electrode avec une âme en nickel pur pour l’assemblage et la réparation avec préchauffage des fontes grises, fontes malléables à cœur noir et blanc, fontes nodulaires. | Ø 2,5 x 300 mm Ø 3,2 x 350 mm Ø 4,0 x 350 mm |
Emballage sous vide de 1,75 kg (Ø 2,5 ; 3.2) et 2, 25 kg (Ø 4,0) en carton de 9 étuis. | • AWS A5.15 : E Ni CI • EN ISO 1071 : EC Ni CI 3 |
Electrodes de rechargement : chocs, pressions et abrasions métalliques ou minérales
Ce tableau reprend les électrodes de rechargement les plus utilisées.
|
Nom
|
Caractéristiques
|
Dimensions
|
Conditionnement
|
|---|---|---|---|
| EH 245 |
Electrode à enrobage basique déposant un acier de structure austénitique au manganèse pour le rechargement de pièces soumises aux chocs importants et à la pression. Convient également pour la réparation d’aciers au manganèse de type Hadfield.
|
Ø 3,2 x 350 mm Ø 4,0 x 450 mm |
́Etuis carton plastifié de 5kg pour le Ø 3.2et 6.5 kg pour le Ø 4.0 par carton de 3 étuis |
| EH 360R | Electrode à enrobage rutile pour le rechargement de pièces soumises à l’action combinée de l’usure par abrasion métallique ou minérale, de chocs et de pressions. | Ø 3,2 x 350 mm Ø 4,0 x 450 mm |
Etuis carton plastifié de 5kg pour le Ø 3.2 et 6.5 kg pour le Ø 4.0 par carton de 3 étuis |
| EH 531 | Electrode de rechargement dur à très haut rendement (235%) déposant des carbures primaires de chrome et de bore confèrent au dépôt une résistance exceptionnelle à l’abrasion minérale avec une résistance aux chocs modérés. | Ø 3,2 x 350 mm Ø 4,0 x 350 mm |
Etuis carton plastifié de 5 kg par carton de 3 étuis |
Fils : soudage faible épaisseur, passe de fond ou de remplissage, soudage sous flux solide
Ce tableau reprend les fils les plus utilisés.
|
Nom
|
Caractéristiques
|
Dimensions
|
Conditionnement
|
Normes
|
|---|---|---|---|---|
| OG 2 | Fil plein massif en acier cuivré avec une teneur en manganèse plus élevée pour le soudage oxyacétylénique des aciers bas carbone avec des caractéristiques mécaniques jusqu’à 410 N/mm2. | Ø 1,6 mm Ø 2,0 mm Ø 2,4 mm Ø 3,2 mm |
Étui carton de 5 kg | • AWS A5.2 : R 60 • EN ISO 12736 : O II |
| TG 1 | Fil plein massif en acier cuivré pour le soudage TIG sous protection gazeuse argon des aciers bas carbone. | Ø 1,6 mm Ø 2,0 mm Ø 2,4 mm Ø 3,2 mm |
Étui carton de 5 kg | • AWS A5.18 : ER 70 S-3 • EN ISO 636-A : W423 W2Si |
| TG 2 | Fil plein massif en acier cuivré pour le soudage TIG sous protection gazeuse (argon) des aciers de construction type E36 et équivalents. | Ø 1,6 mm Ø 2,0 mm Ø 2,4 mm Ø 3,2 mm |
Etui carton de 5 kg | • AWS A5.18: ER 70 S-6 • EN ISO 636-A : W 46 2 W3Si1 • Certifiée CE • Agrée: BV, CWB, DNV; GL, et TUV |
| MG 2 | Fil plein massif en acier cuivré pour le soudage MAG sous protection gazeuse CO2 ou gaz mixte Ar+CO2 des aciers bas carbone et faiblement alliés, des aciers de construction type E36 et équivalents. | Ø 0,8 mm Ø 1,0 mm Ø 1,2 mm |
Bobines 1 ; 5 et 15 kg fût de 250 et 400kg sur demande avec délais |
• AWS A5.18: ER 70 S-6 • EN ISO 14341-A : G 42 4 M21 • G 3Si1 • Certifiée CE • Agrée: ABS, CWB, DB, GL, HAKC, LR, RINA, TL et TUV |
| FCW 21 | Fil fourré metal-cored pour le soudage des aciers de construction avec des propriétés de soudage exceptionnelles en régime d’arc court et en pulvérisation axiale. Bien adapté pour le soudage en racine et en position, même sur joint mal préparé. | Ø 1,2 mm | Bobine métallique avec moyeu de 15 kg |
• AWS A5.18 : E70C-6M H4 |
| FCW 12 | Fil fourré rutile spécialement conçu pour le soudage des aciers de construction en chaudronnerie, tuyauterie, fabrication mécano-soudée et la construction navale en utilisant un mélange gazeux type M21. | Ø 1,2 mm Ø 1,6 mm |
Bobine de 15 kg |
• AWS A 5.20 : E71T1-M |
| FCW 360 | Fil fourré à poudre métallique pour le rechargement sous protection gazeuse des pièces devant résister à l’abrasion minérale, à l’abrasion métal/métal et aux chocs modérés pour des températures de service jusqu’à 600 ° C. | Ø 1,2 mm Ø 1,6 mm |
Bobine de 15 kg |
• EN 14700 : T Fe6 |
Ces produits sont fabriqués conformément aux directives et aux normes internationales les plus strictes et possèdent de nombreux agréments. La grande majorité des électrodes se présente généralement en emballage sous vide. Ils ont été développés pour assurer vos opérations avec le maximum de sécurité et de confort opératoire.
Les déchets, provenant de l’utilisation de ces produits, peuvent être valorisés. Contactez notre service recyclage pour en connaître les modalités.
- Tuyauterie, chaudronnerie, construction métallique, bâtiment
- Construction navale (tôles, mécanique, hélices…)
- Production d’énergies (Oil & Gas, centrales électriques et hydrauliques, éoliennes, réservoir, chaudière, appareils sous pression, cuves, vannes, échangeurs…)
- Mécanique (réparation de tiges de vérin, engrenages, arbre de transmission…)
- Automobile (pièces moulées, boites de vitesse, corps de pompe…)
- Mines & travaux publics (broyeurs, marteaux de concassages, godets de dragues, tôles de blindage, burins, racloirs, outils de coupe, couronnes dentées, dents de pelle, presses…)
- Ferroviaire (rails, aiguillages, cœurs de voies…)
- Chimie, Pétrochimie (tuyauterie, échangeur, mélangeur, évaporateur…)
La fiche de données de sécurité des produits ci-dessus est disponible sur simple demande auprès du groupe METACONCEPT.
Prendre connaissance des informations et instructions fournies dans les fiches techniques des produits.
Pour l’assemblage, s’assurer de la compatibilité métallurgique entre le métal d’apport et les pièces à assembler.
Pour la réparation, prendre en compte les mêmes éléments que pour l’assemblage avec en plus une évaluation des contraintes mécaniques en service (statiques ou dynamiques).
Pour le rechargement, prendre en compte les contraintes physiques auxquelles les pièces seront soumises en service et s’assurer ensuite de la compatibilité métallurgique entre la couche de rechargement et le support afin de déterminer si une ou plusieurs couches intermédiaires seraient nécessaires (beurrage).Utiliser le produit d’apport en fonction du procédé qui lui-même dépendra des conditions d’application (chantier ou atelier, au sol ou en hauteur, etc.).
S’assurer de la puissance et de la disponibilité des énergies nécessaires : une alimentation en courant adaptée au poste de soudure, un gaz de protection pour le soudage TIG ou MIG/MAG.
Pour un gage de garantie plus élevé, s’assurer que les surfaces de soudage soient propres et exemptes de toute trace de graisse ou d’oxydes. La préparation contribue pour plus de 50% de la réussite en soudage.
Afin d’éviter les brûlures que pourrait provoquer le métal en fusion, il est recommandé de porter tablier, chaussures, gants, casque et lunettes de protection.
Ne pas fumer sur le poste de travail.
Le poste de travail devra être bien ventilé.
Se laver les mains en quittant le poste de travail.
Remarques :
Toujours utiliser un flux approprié à l’emploi. Consultez notre service technique pour déterminer le produit le mieux adapté à votre application.
Toutes les informations contenues dans ce document sont données à titre indicatif et ne sauraient engager la responsabilité du groupe METACONCEPT.
Autres produits metaconcept

Sardinières
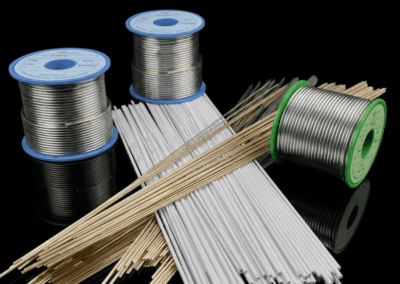
Fils pleins et décapants pour brasure tendre et soudage
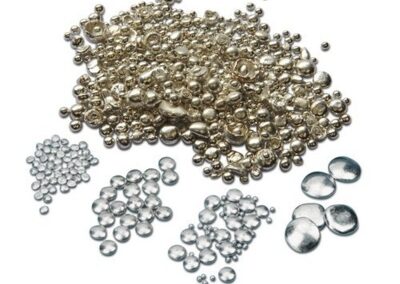
Dômes, pastilles et granules pour bain d’étamage
No results found.